在环保法规日益严格和电子产品可靠性要求不断提高的背景下,无铅焊接工艺已成为PCBA加工行业的标准配置。作为一家专业的SMT贴片加工厂,我们深刻认识到无铅焊接工艺的实施质量直接关系到电子产品的长期可靠性。1943科技将从无铅焊接工艺的实施要点和可靠性评估两个方面,为行业客户提供专业指导。
一、无铅焊接工艺的核心实施要点
1. 无铅焊料的科学选型
无铅焊料的选型是决定焊点韧性的基础因素。目前主流的Sn-Ag-Cu(SAC)系焊料中,合金成分配比需要精确控制。当Ag含量从3.0%提升至4.0%时,焊点拉伸韧性可提升12%-15%,但超过4.5%时会因金属间化合物(IMC)层过度增厚导致脆性增加。Cu元素的加入可抑制IMC层生长速率,优化焊点界面结合强度,建议SAC焊料中Cu含量控制在0.5%-0.7%区间。 对于高频振动工况下的工控板,可考虑添加0.05%-0.1%的Ni或Co元素,通过固溶强化机制改善焊料塑性变形能力。选型时需结合焊料熔点(峰值温度不超过260℃)、润湿时间(≤3秒)及氧化增重速率(≤0.5mg/cm²/h)等关键指标进行综合评估。
2. 回流焊工艺参数的精准控制
动态温度曲线优化模型是無鉛焊接的核心技术,需要构建包含预热、保温、回流、冷却四阶段的温度控制模型:
- 预热阶段:采用1.5-2.5℃/s升温速率,将PCB板温从室温提升至150-180℃,确保电路板表面温差≤5℃
- 保温阶段:在180-210℃区间维持90-120秒,确保焊盘表面氧化层充分去除
- 回流阶段:峰值温度设定为焊料液相线温度+30-40℃,液相线以上时间(TAL)控制在60-90秒
- 冷却阶段:采用3-5℃/s冷却速率快速降至150℃以下,抑制IMC层过度生长
低氧氛围焊接技术同样关键。在回流焊炉膛内通入高纯氮气(纯度≥99.99%),将氧含量控制在100-500ppm区间,可使焊点表面氧化程度降低60%-80%。氮气环境下焊点的剪切强度较空气环境提升20%-25%,气孔率从8%降至3%以下。
3. 钢网设计与焊膏印刷优化
无铅工艺对焊膏印刷精度要求更高。建议采用激光切割不锈钢网,厚度控制在120-150μm,开窗比例根据器件类型调整:
- QFP/SOP封装:开窗比例80-90%
- 0603及以下小型贴片:开窗比例100-110%
- BGA封装:开窗比例为焊盘直径的90-95%
印刷参数方面,刮刀角度推荐60°,印刷压力控制在0.18-0.22kg/cm,印刷速度控制在20-30mm/s。这些参数组合能显著提高焊膏释放率,减少印刷不良。
4. 设备精度维护与工艺匹配
贴装精度的闭环控制要求贴片机XY轴定位精度控制在±50μm以内,Z轴压力偏差≤±5%设定值。对于0402及以下封装元件,需采用视觉对中系统实时校正,避免因贴装偏差导致的焊端润湿不良问题。 回流焊设备的状态管控需要建立温度曲线的实时监控系统,每月对加热模块进行热效率测试,确保炉内横向温差≤±5℃,纵向温差≤±3℃。

二、无铅焊点的可靠性评估体系
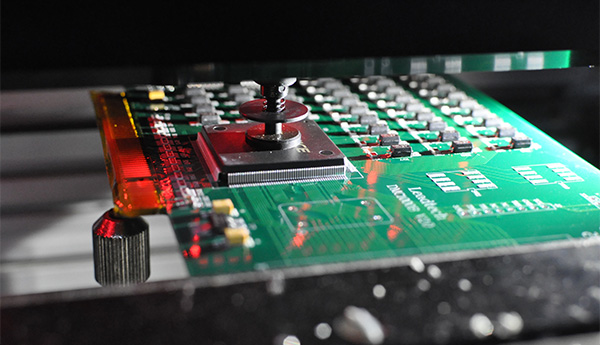
1. 力学性能测试
推拉力测试是评估焊点机械可靠性的重要手段。通过使用推拉力测试机,可以对印刷电路板上的BGA锡球及小型贴片零件进行推力测试,QFP引脚进行拉力测试。不同元器件的推拉力标准各异,例如CHIP0402的推力标准为≥0.65Kgf,CHIP0603为≥1.2Kgf,CHIP0805为≥2.30Kgf。 测试流程包括样品准备、参数设置、样品固定、推刀位置调整、施力测试和结果分析等步骤。失效判据是施加的外力是否小于特定试验条件、组成和结构所要求的最小焊点强度。
2. 环境可靠性测试
- 温度循环测试是评估焊点抗热疲劳性能的关键方法。每个试验周期包括-40℃±2℃、10min和125℃±2℃、10min,温度变化速率15℃/min。试验后用40倍放大镜观察,焊点裂纹长度不超过该焊盘图形直径的50%为合格。
- 温度冲击测试条件为:-40℃±2℃、30min;80℃±2℃、30min。试验后产品不应出现功能性故障,焊点连接处应无脱落、断裂或裂纹。
- 高温高湿测试条件为温度65℃、相对湿度95%RH。试验后产品不出现功能性故障且焊点连接处无裂纹为合格。
- 振动测试按照随机振动标准进行,频率范围5Hz-1000Hz,X、Y、Z三方向,每方向2h,共6h。试验后焊点连接处应无脱落、断裂或裂纹。
3. 微观结构分析
- 金相切片分析可以观察焊点的IMC层厚度、形态和分布。理想状态下初始IMC层厚度应控制在2-3μm,且在1000次温度循环后增长不超过50%。
- 扫描电子显微镜(SEM) 可用于分析焊点微观组织形态,筛选出晶粒度≤50μm的最优焊料配方,为工艺优化提供依据。

三、宽温环境下的特殊考量
对于工控、汽车电子等宽温环境应用(-40℃至85℃),需要额外考虑以下因素:
- 材料热匹配性:选择Tg(玻璃化转变温度)≥170℃的FR-4材料,其Z轴热膨胀系数(CTE)可控制在2.5%以内
- 焊料优化:对于低温场景,可考虑Sn-Bi系焊料(熔点138℃),减少高温对元器件的热冲击
- 三防处理:采用派瑞林(Parylene)涂覆,形成0.5-2μm的聚对二甲苯薄膜,抵御腐蚀性气体

结语
无铅焊接工艺是一项涉及材料科学、传热学、机械工程的多学科系统工程。通过焊料合金成分的精准设计、回流焊工艺参数的动态优化、设备精度的严格管控及智能化质量体系的建立,可有效提升PCBA焊点的抗疲劳性能,为电子设备的长期可靠运行提供坚实保障。 作为专业的SMT贴片加工厂,我们建立了从材料选型、工艺控制到可靠性验证的完整质量体系,能够为客户提供符合国际标准的高可靠性PCBA产品。随着电子产品向小型化、高集成化方向发展,我们将持续优化无铅焊接工艺,为客户创造更大价值。




 2024-04-26
2024-04-26