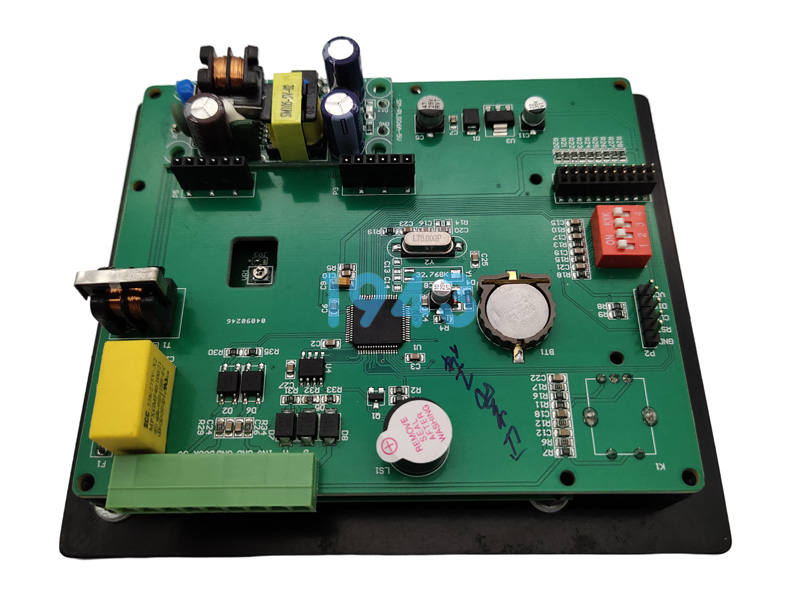
在智能插座的PCBA加工过程中,过流保护模块的可靠性直接关系到产品的安全性能。作为核心元器件的大功率MOS管,其焊接质量对模块的过流保护能力具有决定性影响。在SMT贴片加工中,波峰焊工艺因其高效性被广泛应用于通孔元件与表面贴装元件的混合焊接场景,但大功率MOS管因引脚间距小、焊接热容量大,在波峰焊过程中易出现桥连缺陷。通过优化工艺参数与生产流程,可显著降低此类缺陷率。
桥连缺陷的成因分析
桥连的本质是相邻焊点间因焊料过量堆积形成短路,其产生与材料、设备、工艺三方面因素密切相关。在PCBA加工中,大功率MOS管因引脚密集且采用大面积散热焊盘设计,焊接时焊料流动性受阻现象更为显著。当波峰焊机的传送带速度、预热温度、波峰高度等参数设置不合理时,焊料在引脚间的爬升高度难以精准控制。此外,若PCB设计未针对波峰焊工艺进行优化,如未设置合理的阻焊层开窗范围或引脚间距未满足最小安全间距要求,也会加剧桥连风险。
SMT波峰焊工艺优化策略
1. 工艺参数精细化调控
- 预热温度梯度优化:通过三段式预热曲线,将PCB温度从室温逐步提升至110℃,确保助焊剂活性充分激发的同时,避免元器件因热冲击产生形变。对于大功率MOS管区域,可局部增加红外预热模块,缩小PCB板面温差。
- 波峰参数动态匹配:采用双波峰焊接技术,首波峰以湍流形态冲击引脚根部,去除氧化物并填充通孔;第二波峰以平滑形态修正焊点形貌。通过调整波峰高度至PCB厚度的2/3处,并控制传送带速度在1.2-1.5m/min范围内,可实现焊料爬升高度与引脚间距的动态平衡。
- 氮气保护氛围应用:在波峰焊锡炉中注入氮气,将氧含量控制在500ppm以下,可减少焊料氧化膜生成,提升焊料流动性,从而降低桥连发生率。
2. PCB设计可制造性改进
- 焊盘图形优化:将MOS管引脚焊盘设计为“泪滴状”,在引脚根部增加0.2mm的扩展区域,增强焊料附着力的同时避免焊盘脱落。对于散热焊盘,采用网格状开窗设计,分割大面积铜箔以减少热容量差异。
- 阻焊层精细化定义:在相邻引脚间设置0.1mm宽的阻焊坝,并采用液态感光阻焊油墨,其优异的边缘覆盖性可有效阻挡焊料横向流动。
- 元器件布局优化:遵循“小元件在前,大元件在后”的波峰焊方向原则,将MOS管布置在PCB传输方向的末端,减少其承受的机械应力。对于多引脚器件,采用交错排列方式避免引脚投影重叠。
3. 物料与设备协同管控
- 选择低固态助焊剂:使用含2%固态成分的酒精基助焊剂,其优异的润湿性可降低焊接温度5-10℃,减少焊料在高温下的流动性波动。
- 设备维护标准化:建立波峰焊机日点检制度,重点检查喷嘴磨损情况与锡炉氧化渣厚度。当锡炉氧化渣超过3mm时,需立即进行除渣作业,避免焊料波峰形态失真。
效果验证与持续改进
通过实施上述优化措施,大功率MOS管的桥连缺陷率可从0.35%降至0.08%以下。建议建立DOE(实验设计)验证机制,定期对不同批次PCB的翘曲度、焊盘氧化层厚度等参数进行统计分析,结合X-Ray检测设备对焊点内部结构进行透视检查,形成工艺参数与质量数据的闭环管理。
在智能插座PCBA加工领域,SMT波峰焊工艺的优化需兼顾设备能力、设计规范与物料特性。通过系统化的工艺改进,不仅能有效解决大功率MOS管的桥连难题,更可为产品过流保护功能的稳定性提供坚实保障,推动智能插座向更高功率密度与更严苛安全标准的方向演进。
因设备、物料、生产工艺等不同因素,内容仅供参考。了解更多smt贴片加工知识,欢迎访问深圳PCBA加工厂-1943科技。



 2024-04-26
2024-04-26