一、写在前面
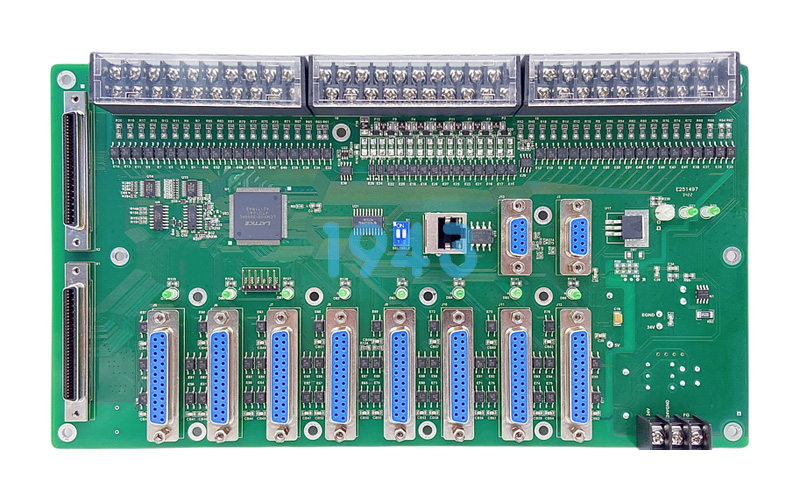
在SMT已占据主流的今天,DIP插件仍然频繁出现在电源、功率、连接器、继电器、铝电解电容、变压器、LED模组等场景。它既不是“落后工艺”,也不是“万能方案”,而是一把仍需熟练掌握的“老刀”。1943科技从量产角度梳理DIP的核心优缺点,供工艺、设备、品管、采购同事参考。
二、优点
-
机械强度高
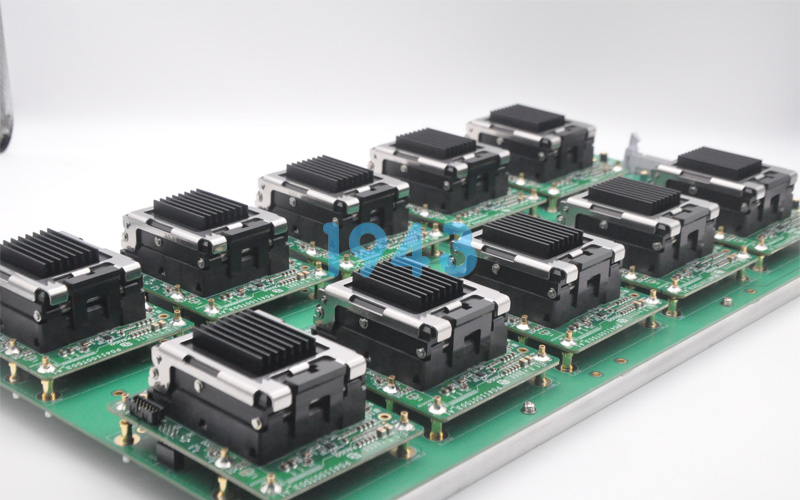
元件引脚贯穿PCB,焊接后形成“铆钉”效应,抗弯曲、抗振动、抗热冲击优于纯表贴。汽车电子、工业控制、大功率LED 对可靠性要求高,DIP仍是首选封装之一。 -
功率与散热友好
TO-220、TO-247 等功率器件引脚粗、导热垫大,可直接锁螺丝加散热片;配合通孔,热量可沿铜箔快速扩散。SMD想做到同等散热,需要大面积铜皮、过孔阵列或金属基板,成本反而更高。 -
手工焊接/返修门槛低
波峰焊、选择性波峰焊、手工焊、浸焊都能用;烙铁一夹、吸锡器一捅即可拆换。小批量、样机、售后维修场景下,DIP可显著降低人力与时间成本。 -
通孔可兼做测试点
引脚外露,ICT夹具探针直接戳引脚即可,无需额外测试焊盘。对ATE覆盖率有硬性要求的板子,这一优势常被忽视却极其实用。 -
供应链弹性大
大量老牌料号常年不缺货,价格稳定;部分国产功率器件、继电器、连接器只有DIP封装。遇到缺芯潮,SMT料涨价断货,DIP往往还能买到现货。 -
设备投入低
插装机比贴片机便宜,维护简单;波峰焊炉也比回流焊炉宽容度高,对profile不敏感。小厂或外发临时加线,DIP线体可在一周内拉通。

三、缺点
-
组装密度低
2.54 mm 标准间距起步,占板面积是同功能SMD的3~10倍。手机、笔电、可穿戴等对空间斤斤计较的产品,DIP几乎绝迹。 -
自动化程度受限
立式、卧式插装机速度一般 < 15 k件/小时,远低于高速贴片机 80~150 k件/小时;异形件仍需人工补插。大批量消费级产品若强行用DIP,瓶颈明显。 -
波峰焊缺陷率高
连锡、漏焊、透锡不良、阴影效应、助焊剂残留,每一项都能把直通率拉低几个点。治具开窗、喷雾角度、链速、预热斜率需反复DOE才能收敛。 -
板子层数与成本倒挂
通孔会吃掉走线空间,迫使层数增加;过孔塞油、树脂塞孔又增加流程。高密度板若强行混装DIP,往往“省下的器件钱全花在PCB上”。 -
高频性能差
引脚电感、寄生电容大,>50 MHz 的信号完整性明显劣于SMD无引脚封装。RF、高速SerDes、DDR 等场合需慎重。 -
环保压力
波峰焊比回流焊更耗锡、耗电、耗助焊剂,且锡渣多;若使用水洗助焊剂,废水COD 高。出口欧盟需额外计算碳排放与REACH 合规成本。

四、如何扬长避短
-
混装策略
功率器件、连接器、电解电容用DIP,小信号、高速器件用SMD;拼板时把DIP集中在同一面,一次性过波峰焊,减少治具翻转。 -
选择性波峰焊
对局部DIP区域开小窗,避免整板浸泡;配合氮气保护,锡渣量下降30 %以上。 -
预成型锡片+压接
部分功率器件可取消波峰焊,改用预成型锡片+回流焊一次完成,既保留通孔强度,又避免波峰焊缺陷。 -
设计端提前干预
引脚长度、孔径、焊环宽度、阻焊开窗、bottom-side 贴片避让,都在设计评审时固化;不要等到SOP阶段再改封装。 -
备料策略
DIP料体积大、价格低,可一次性多备半年库存,减少因MOQ带来的呆滞风险;同时与SMD料做BOM“双封装”备案,缺货时可快速切换。
五、结语
DIP插件不是“情怀”,也不是“累赘”。在功率、散热、可靠性、维修性、供应链弹性上,它有不可替代的优势;在密度、自动化、高频、环保上,它又必须被SMT替代或优化。作为SMT贴片加工厂,唯有把DIP当作一种常规工艺,持续积累治具、程序、参数、案例,才能在客户提出“混装”“异形件”“功率板”需求时,给出既快又省的完整方案。


 2024-04-26
2024-04-26