在 SMT 贴片加工中,0.4mm Pitch QFN(方形扁平无引脚封装)因体积小、引脚密度高,成为精密电子设备的常用元件,但它的底部焊点空洞问题一直是行业难题 —— 焊点空洞率过高会直接影响散热性能与电气连接稳定性,甚至导致产品失效。作为专注精密 SMT 加工的 1943 科技,我们通过 “全流程工艺优化 + 精准参数管控 + 多层级检测” 体系,将 0.4mm Pitch QFN 底部焊点空洞率稳定控制在≤5%,满足工业控制、汽车电子、医疗设备等高精度领域的品质要求。
一、先破 “难点关”:0.4mm Pitch QFN 底部焊点空洞的核心成因
要实现焊点空洞率≤5%,首先需精准定位空洞产生的关键环节,避免盲目调整工艺。0.4mm Pitch QFN 底部焊点空洞的核心成因主要有三点:
- 焊膏量与成分不匹配:0.4mm Pitch QFN 底部焊盘面积小(通常≤2mm²),若焊膏量过多,焊接时多余焊剂挥发不及时易形成气泡;若焊膏活性不足,无法充分去除焊盘氧化层,会导致焊点结合不紧密,间接产生空洞;
- 焊接温度曲线不合理:QFN 底部焊盘与基板热传导差异大,若回流焊预热区升温过快,焊膏中的助焊剂会快速挥发形成大量气泡;若峰值温度不足或保温时间过短,气泡无法充分逸出,最终残留在焊点中形成空洞;
- 焊盘与元件预处理不到位:0.4mm Pitch QFN 的底部焊盘易因存储不当氧化,或在贴装前未彻底清洁(残留助焊剂、灰尘),导致焊接时焊料无法充分浸润;同时,基板焊盘的平整度偏差(如翘曲)也会造成焊膏分布不均,增加空洞风险。

二、1943 科技的 “空洞控制” 方案:从工艺到检测的全流程精准管控
针对 0.4mm Pitch QFN 的特性,我们不依赖单一环节优化,而是构建 “前期预处理 - 中期工艺执行 - 后期检测验证” 的全流程管控体系,将空洞风险消除在每一个生产环节。
1. 前期预处理:从 “源头” 降低空洞风险
焊接质量的基础在 “预处理”,我们通过两项关键动作,为低空洞率奠定基础:
- 焊膏与钢网定制化匹配:针对 0.4mm Pitch QFN 的底部焊盘尺寸,选用高活性无铅焊膏(助焊剂含量 10%-12%,颗粒度 20-38μm),确保焊膏在低温度下也能充分去除氧化层;同时定制专用激光钢网,采用 “阶梯式开孔 + 缩小开孔面积” 设计 —— 底部焊盘对应开孔面积比实际焊盘小 5%-8%(误差≤0.01mm),精准控制焊膏量,避免焊剂过多导致气泡;
- 焊盘与元件清洁预处理:元件入库后,先通过光学检测设备检查 0.4mm Pitch QFN 底部焊盘的氧化程度(要求氧化面积≤1%),若存在氧化则采用专用清洁剂(符合 ROHS 标准)进行超声波清洗;基板贴装前,用等离子清洗机处理焊盘表面,去除残留的油污、助焊剂,确保焊盘浸润性达标(接触角≤30°)。
2. 中期工艺执行:参数管控实现 “零偏差”
0.4mm Pitch QFN 对焊接参数的敏感度极高,我们通过 “设备校准 + 曲线优化 + 实时监控”,确保每一个参数都精准可控:
- 回流焊曲线专项优化:摒弃通用温度曲线,为 0.4mm Pitch QFN 定制 “慢升温 - 长保温 - 稳峰值” 的专属曲线:
- 预热区:升温速率控制在 1-1.5℃/s,避免焊膏助焊剂快速挥发;
- 恒温区:温度设定在 150-170℃,保温时间 60-90s,让助焊剂充分挥发且不残留;
- 回流区:峰值温度 240-250℃(误差≤±2℃),保温时间 20-30s,确保气泡充分逸出;
- 贴装精度与压力管控:使用高精度贴片机(定位精度≤±0.03mm),针对 0.4mm Pitch QFN 设置专属贴装参数 —— 贴装压力控制在 5-10N,避免压力过大导致焊膏偏移;贴装后通过 AOI(自动光学检测)检查元件偏移量(要求≤0.05mm),确保焊膏与焊盘精准对齐。
3. 后期检测验证:确保空洞率≤5% 的 “最后防线”
0.4mm Pitch QFN 底部焊点隐蔽,常规检测难以发现空洞,我们通过 “多层级检测体系”,100% 把控焊点质量:
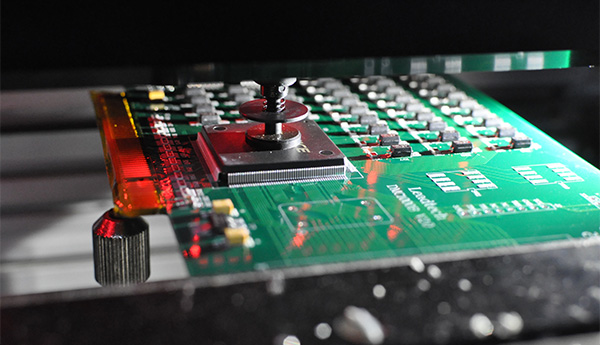
- 首件 X-Ray 全检:每批 0.4mm Pitch QFN 贴装完成后,首件必须通过高分辨率 X-Ray 检测(分辨率≤1μm),重点检查底部焊点空洞情况 —— 采用 “IPC-A-610 标准” 判定,单个焊点空洞面积≤5%,且整板空洞率≤5%,首件合格后方可批量生产;
- 批量抽检与数据追溯:批量生产时,按 “每 50 片抽检 3 片” 的频率进行 X-Ray 检测,若发现空洞率超出阈值,立即停机调整工艺;同时通过 MES 系统记录每片 PCBA 的焊接参数(如回流焊曲线、贴装压力)与检测数据,形成可追溯的质量档案,便于后续工艺优化。

三、1943 科技的核心优势:让 “低空洞率” 成为标准交付
在 0.4mm Pitch QFN 加工领域,我们的竞争力不仅在于工艺精度,更在于对 “客户品质需求” 的深度响应:
- 定制化工艺能力:针对不同应用场景(如汽车电子的高温环境、医疗设备的高可靠性要求),可进一步优化工艺 —— 例如汽车电子用 0.4mm Pitch QFN,会额外增加焊后焊点强度测试(剪切强度≥15N),确保在高温振动环境下无失效风险;
- 专业技术团队支持:配备 5 名以上拥有 10 年 + SMT加工经验的工程师,客户提供 PCB 文件后 48 小时内出具专属工艺方案,生产过程中若出现工艺问题,工程师到场解决,避免批量缺陷;
- 数据化交付保障:每批产品交付时,同步提供 “X-Ray 检测报告 + 焊接参数曲线报告”,清晰标注每一个 0.4mm Pitch QFN 的焊点空洞率数据,让客户无需二次检测即可直接使用。

四、结语:0.4mm Pitch QFN 低空洞率,是精度更是信任
对需要 0.4mm Pitch QFN 的企业而言,焊点空洞率≤5% 不仅是品质标准,更是产品稳定运行的 “生命线”。1943 科技作为 SMT 贴片厂,始终以 “精密控制” 为核心,通过全流程工艺优化,将 0.4mm Pitch QFN 底部焊点空洞率控制在行业领先水平,为客户的精密产品保驾护航。
如果您正面临 0.4mm Pitch QFN 焊点空洞率过高、品质不稳定等问题,欢迎联系 1943 科技 —— 我们可提供免费的 PCB 工艺评估服务,根据您的产品需求定制专属加工方案,助力您的产品达到高精度品质要求。


 2024-04-26
2024-04-26