做电子产品的都知道,PCBA焊接这道工序出问题,后面全是麻烦。虚焊、假焊、桥连这些毛病,测试的时候不一定能全抓出来,到了客户手里才暴露,代价就大了。
1943科技干了十几年SMT贴片加工,焊接这块积累了一些实打实的经验。下面不聊虚的,直接说干货。
一、焊接设备不是越多越好,关键是匹配
我们线上主要配置:
- 12温区回流焊炉 —— 不是进口品牌不投,温控精度±2℃,焊膏活化、回流、冷却各阶段都能精细调节
- 微型波峰焊机 —— 适合混装板,通孔件焊接时热影响区小,旁边贴好的器件不会被烫坏
- 选择性波峰焊 —— 局部焊接专用,高密度板也能避开已贴装元件
设备投入看的是实用性。有些厂堆高端机台但调机师傅跟不上,反而坏事。我们的工程师人均8年以上经验,温度曲线怎么设、链速怎么调,心里有数。

二、焊接前的准备工作,比焊接本身还重要
很多焊接不良,根子在前面环节:
| 环节 | 我们怎么控 |
|---|---|
| 钢网制作 | 激光切割,开孔按器件引脚形状优化,厚度0.12mm常规,密脚器件用0.1mm减薄 |
| 锡膏印刷 | SPI全检,体积、面积、偏移量超规格自动报警,首件确认后才批量开印 |
| 物料烘烤 | BGA、QFP等湿敏元件按MSL等级管控,受潮的先烘再上线 |
这些步骤做到位,焊接时省一半心。

三、焊接后的检测,三道关卡
第一道:AOI光学检查
- 焊点高度、体积、形状全扫描
- 桥连、少锡、立碑、偏移自动识别
第二道:X-Ray透视
- BGA、QFN底部焊点必须过机,空洞率超标的直接返工
- 保存影像记录,随时可调阅
第三道:电测验证
- ICT针床测试、FCT功能测试按需配置
- 有问题板子隔离标记,修好后复测
三道关全过,板子才能往下走。

四、哪些产品我们焊得比较多
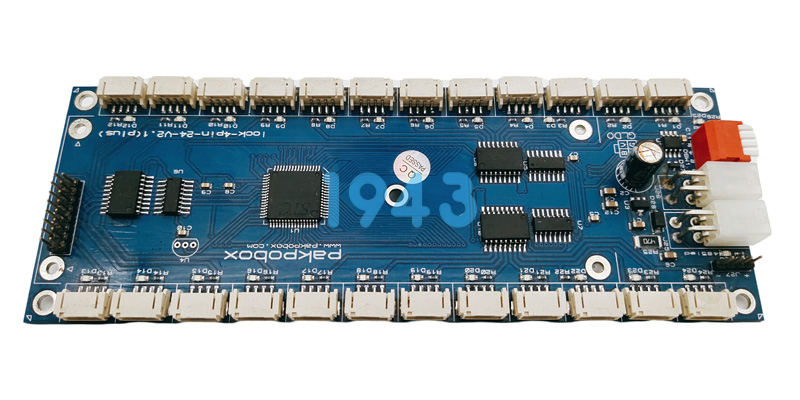
工业控制板 —— PLC、变频器、伺服驱动,要求抗振动、耐高低温,焊点得饱满牢固
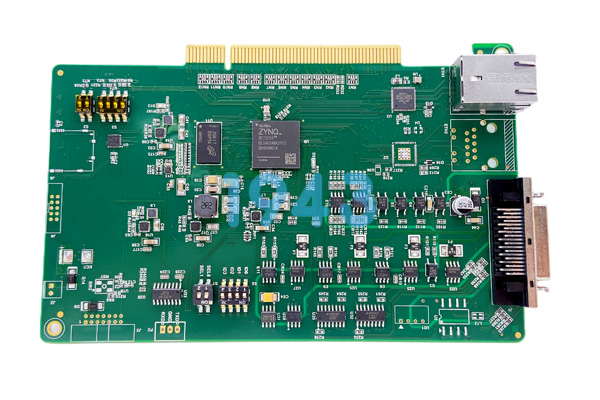
通信设备板 —— 交换机、路由器、光模块,信号完整性要求高,阻抗控制与焊接质量都关联
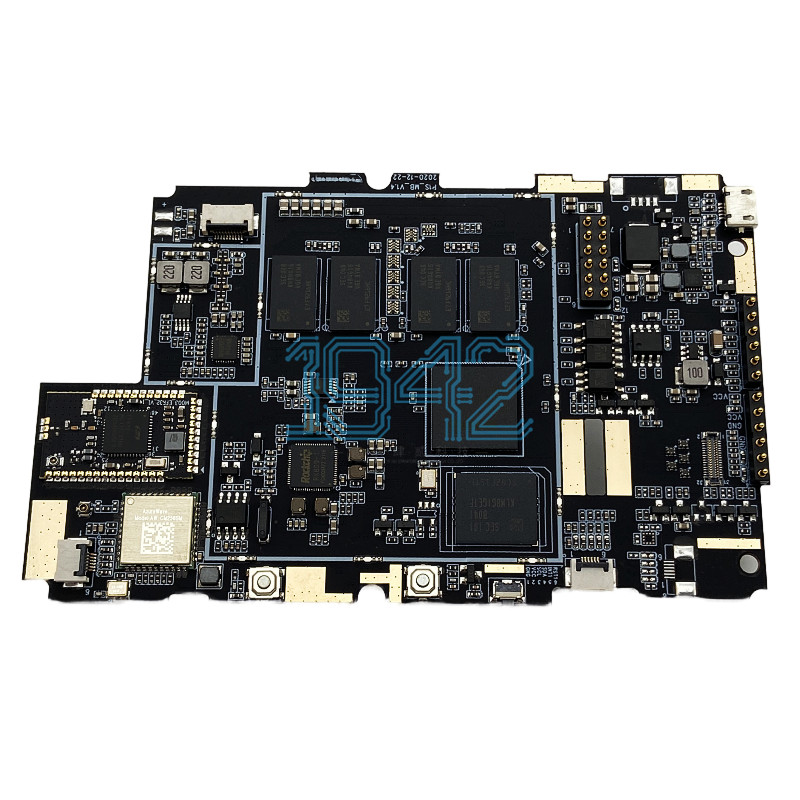
医疗仪器板 —— 监护设备、体外诊断、影像控制,洁净度、可追溯性是硬指标
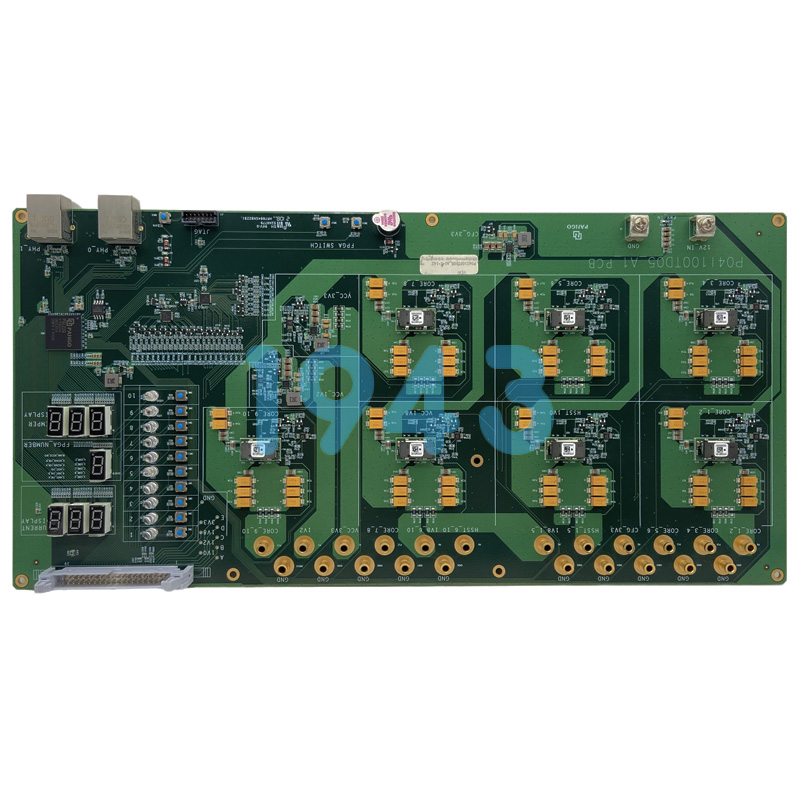
新能源控制板 —— 逆变器、BMS、充电桩,高压大电流路径的焊接尤其要牢靠
不碰汽车电子和消费电子,这两条线的特殊要求(车规认证、超大批量节拍)跟我们现有产线匹配度不高,接了反而可能耽误客户。

五、常见焊接问题,我们怎么处理
虚焊/假焊
- 根因通常是温度曲线不当或焊膏活性不足
- 对策:重新优化温度曲线,必要时换活性更强的焊膏型号
BGA空洞率高
- 一般要求25%以内,部分客户要求15%
- 对策:调整回流时间、升温斜率,必要时采用真空回流工艺
密脚器件桥连
- 0.5mm pitch以下的QFP、连接器容易出现
- 对策:钢网开孔内凹设计,降低锡膏量,配合AOI重点监控
热敏元件损伤
- 电解电容、LED、部分传感器怕高温
- 对策:选择性波峰或手工焊接,避开回流焊高温区

六、合作流程透明,不拖泥带水
- 收资料 —— PCB Gerber、BOM、坐标文件、工艺要求清单
- 审设计 —— DFM反馈,指出影响焊接的隐患(如器件间距、散热焊盘设计)
- 做首件 —— 5-10片试产,确认工艺参数,提供首件报告
- 批量干 —— 按确认参数生产,每日SPC数据监控
- 交货验 —— 附COA报告、测试记录、物料追溯表
打样急单7-10天出货,批量订单按约定交期,延误有赔付条款。
结语
选PCBA焊接加工厂,看三点:设备能不能打、人靠不靠谱、出了问题认不认。
1943科技在这三点上自问过得去。有项目需要评估的,发资料过来,我们48小时内给明确反馈——能不能做、难点在哪、大概什么价,不绕弯子。
1943科技 | 专注SMT贴片与PCBA焊接加工

 2024-04-26
2024-04-26